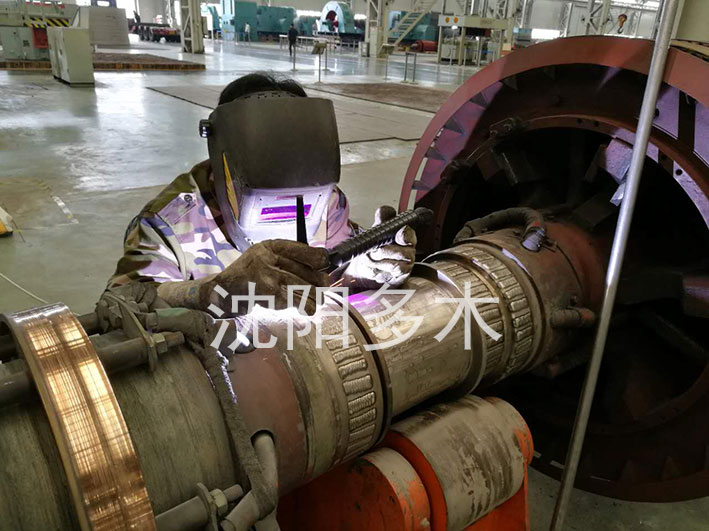



等离子熔覆优势:
焊道成型与激光熔覆一致,其熔覆速度快、结合强度高、无变形、熔覆层无夹渣、熔池细腻无气孔;稀释率低、等离子弧熔覆的稀释率可控制在5%---8%不会改变基材性能;设备体积小方便携带,可现场实施在线修复;手工操作简单,灵活性大,对于不规则缺陷修复起来没有局限性;也可与机床等机械工装完美实现自动化、机械化修复;熔覆过程中温度可维持在65℃以内,确保了轴径的快速修复无变形。
熔覆焊接工艺:
1、清洗:焊前要将转轴的补焊部位清洗干净,如:油污、锈渍、疲劳层、氧化层、淡化层等都要去除,否则熔覆过程中会出现,气孔、砂眼、未焊透等现象的发生,影响焊道的成型。
2、预热:预热的目的是为了焊材与基材更好的熔合,预热时要注意加热一定要慢,并使转轴受热均匀,(注:等离子金属熔覆在补焊35#、45#钢下无需预热,铬钼钢则要进行预热处理方可施焊)
3、施焊:为避免减少因施焊引起的变形,可采用分段对称焊接,不可强制冷却,要及时清理焊接表面的焊渣,避免在焊接处产生气孔,夹渣,裂纹等缺陷。
4、保温:适当的保温处理,可缓慢退去转轴内部的应力,确保补焊的质量,不影响基材的机械性能,可采用,沙土及石棉等覆盖方法。