







产品详情

名称 | 纯正等离子粉末堆焊机 | |||
型号 | DML-V03BD | |||
类别 | 组件 | 结构参数 | 数据 | |
堆
焊
电
源
|
高
度
集
成
一
体
机
| 额定电压V | AC380 50HZ | |
额定输入功率KW | 17.8KW | |||
功能选择 | 连续焊 | 脉冲焊 | ||
维弧电流(A) | 3-20 | 3-20 | ||
焊接电流(A) | 2-300 | 2-300 | ||
基值电流(A) | 2-300 | 2-300 | ||
电流上升时间(S) | 0-5.0 | 0-5.0 | ||
电流下降时间(S) | 0-5.0 | 0-5.0 | ||
脉冲焊接时间(MS) | 1-999 | |||
焊接间隔时间(MS) | 10-990 | |||
提前送粉时间(S) | 0-5 | |||
滞后送粉时间(S) | 0-5 | |||
气体保护时间(S) | 1-20 | |||
负载持续率(%) | 90 | |||
重量KG | 161 | |||
外形尺寸 | 800*500*1558 | |||
冷
却
系
统 |
空
调
式
制
冷 | 功率(W) | 2000 | R22制冷剂 |
压缩机功率(HP) | 1/2 | 松下 | ||
额定排风量m³/h | 600 | |||
额定排热量(W) | 2200 | |||
风扇额定功率(W) | 36 | 德国EBM | ||
内机储水量L | 8.5 | 304不锈钢 | ||
水泵功率(W) | 90 | 南方特种泵 | ||
额定扬程(M) | 21 | |||
额定流量m³/h | 1.1 | |||
正面整机噪音dba | 52 | 加厚钢板烤漆 | ||
堆
焊
枪 |
一 体 式 压 铸 | 喷粉形式 | 双孔锥度对称送粉 | |
适用电流(A) | 5-300 | |||
适用于粉末(目) | 100-270 | |||
可持续工作时间(h) | >20 | |||
焊把线长度(M) | 5 | |||
水冷方式 | 枪嘴直冷 | |||
送粉器 | 送粉形式 | 叶轮精准送粉 | ||
控制方式 | 电机直接驱动 | |||
储存量(KG) | 8 | |||
1、堆焊熔覆合金层与工件基体呈冶金结合,结合强度高;
2、堆焊熔覆速度快,低稀释率,高熔覆率;等离子弧堆焊的稀释率可控制在5%一10%,或更低。而高熔覆率也保证了熔覆的速度。1小时可熔覆从0到4公斤的合金粉,甚至更高可达6公斤合金粉。从而保证了高质和高效。
3、堆焊层组织致密,成型美观;堆焊过程易实现机械化、自动化;
4、可在锈蚀及油污的金属零件表面不经复杂的前处理工艺,直接进行等离子堆焊;
5、与其他等离子喷焊相比设备构造简单,节能易操作,维修维护容易;
6、等离子弧温度高、能量集中、稳定性好,在工件上引起的残余应力和变形小。
7、可控性好。可以通过改变功率、改变气体的种类、流量及喷嘴的结构尺寸来调节等离子弧的气氛、温度等电弧参数,从而实现高效自动化生产,提高劳动生产率。
8、使用材料范围广。堆焊合金粉末作为熔敷材料,不受铸造、轧制、拔丝等加工工艺的限制,可依据不同性能要求配置不同成分的合金粉末,特别适用于那些难于制丝但是易于制粉的硬质耐磨合金,以获得所需性能的堆焊层。
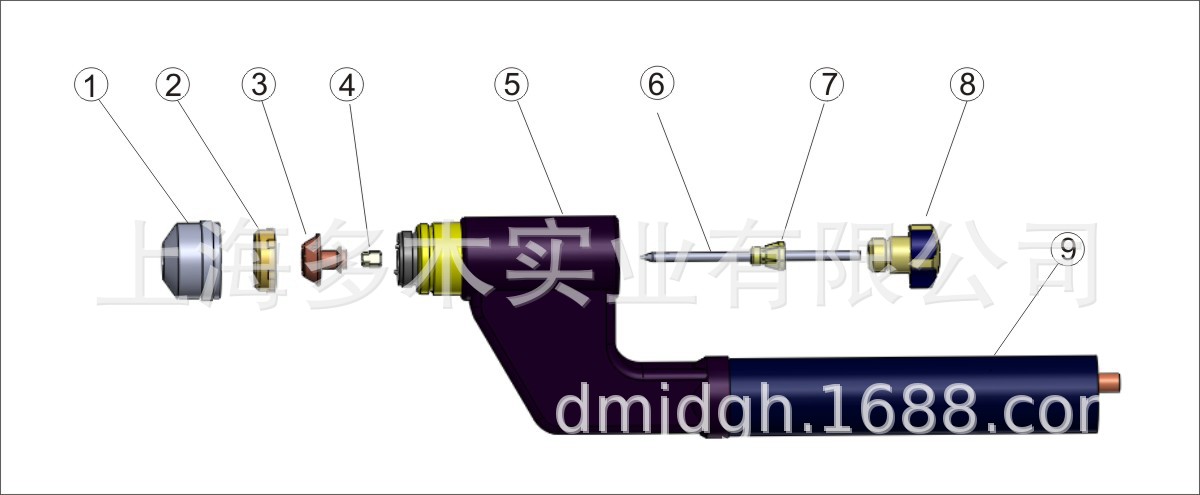
1、 为了保证焊接的质量,请正确的使用和维护焊枪。
2、 在使用等离子焊枪时,要确认冷却水是在流通的状态。
3、 正确安装连接焊枪,确保电缆、水、气线路连接牢固。
4、 更换铜嘴或密封圈时,先关闭维弧、水循环,同时焊枪高于水箱的高度,以免旋开时水流进焊粉通道。
5、 密封圈检查,确认全新无划伤后平滑放入密封槽。
6、 铜嘴安装时确认位置正确,定位销插入定位孔,手按确认放置平整后旋紧铜嘴锁紧环,力量适中即可,不可过渡用力以免损伤。
7、 安装时聚中环需安装在铜嘴末端位置,以保证钨极的居中度。
8、 钨极伸出位置调整,钨极缩入铜嘴1.5-2mm为宜,可用钨极调整器调整。
9、 弧柱不正或发散时,及时更换或清理枪嘴,磨削钨极。
10、 钨棒磨削一定要聚中,钨棒缩在铜极里面但不能与铜极接触。
11、 及时清理枪嘴、保护罩。

DML-V03BD工作原理:等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层高性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。